- sales@biolabmarket.com
- +1 (469) 819-5592
2XZ-2B Vacuum Pump
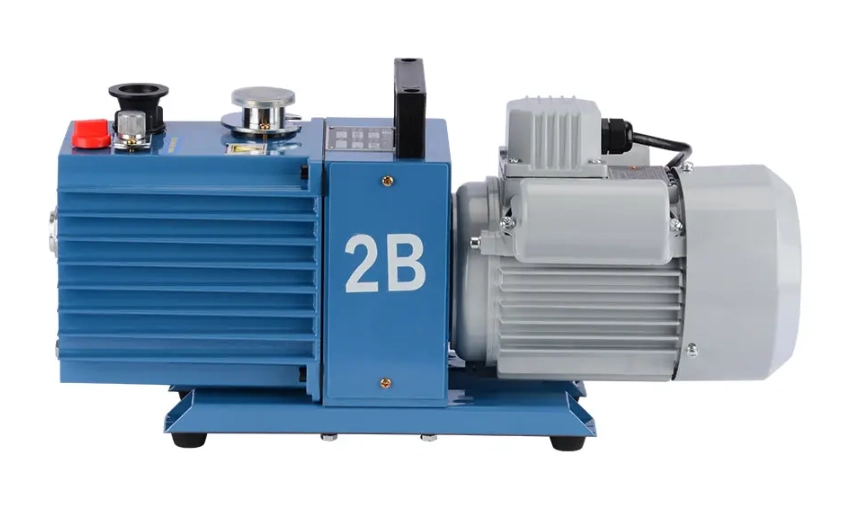
In the world of industry and manufacturing, vacuum pumps play a critical role in various processes. One of the most popular and efficient models is the 2XZ-2B Vacuum Pump. This dual-stage rotary vane vacuum pump, designed with oil lubrication, is ideal for applications requiring deep and stable vacuum levels. In this article, we explore the features, technical specifications, applications, and benefits of this product to help you make an informed choice.
The 2XZ-2B is designed with a focus on high efficiency and low energy consumption. As part of the 2XZ series, its dual-stage design enables deeper vacuum levels compared to single-stage models. Key features include:
Dual-Stage Oil-Lubricated Design: Uses oil for lubrication and sealing, extending the pump’s lifespan.
Integrated Electric Motor: Provides sufficient power for continuous operation with minimal maintenance.
Low Noise Level: Suitable for noise-sensitive work environments.
Efficient Cooling System: Prevents overheating during prolonged use.