- sales@biolabmarket.com
- +1 (469) 819-5592
Understanding Industrial Vacuum Pumps: Types, Applications, and Benefits
Industrial vacuum pumps play a critical role in a wide range of manufacturing and processing industries. From electronics and pharmaceuticals to metallurgy and food processing, vacuum technology is essential for creating low-pressure environments necessary for many operations. In this article, we explore what industrial vacuum pumps are, how they work, their various types, and the advantages they offer across sectors.
Industrial Vacuum Pump
An industrial vacuum pump is a mechanical device that removes gas molecules from a sealed volume in order to create a partial or complete vacuum. These pumps are designed to operate under high stress, offer long lifespans, and perform efficiently in demanding industrial settings. Unlike laboratory-scale pumps, industrial models are built to handle large volumes of air and operate continuously over long periods.
How Do Vacuum Pumps Work?
Vacuum pumps work by decreasing the pressure inside a system. They do this by pulling air (or other gases) out of a sealed chamber. The lower the internal pressure, the higher the vacuum level. In industrial settings, achieving specific vacuum levels is critical to ensure quality, performance, and reliability of various processes. The basic principle relies on moving gas molecules from the chamber into the atmosphere or a container.
Types of Industrial Vacuum Pumps
There are several types of vacuum pumps, each designed for specific pressure ranges and applications. The most common categories include:
1. Rotary Vane Vacuum Pumps
These are oil-sealed pumps widely used in industrial environments. They use rotating vanes inside a cylindrical chamber to create suction. Rotary vane vacuum pumps are reliable, cost-effective, and suitable for medium vacuum levels.
2. Dry Screw Vacuum Pumps
Dry screw pumps use two screw rotors rotating in opposite directions to compress and transport gases. Since they operate without oil in the compression chamber, they are ideal for clean and sensitive processes, such as pharmaceutical or food applications.
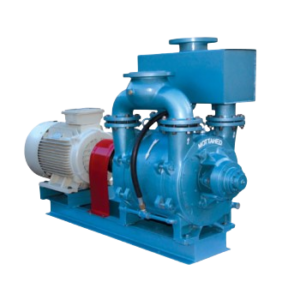
3. Liquid Ring Vacuum Pumps
These pumps use a rotating impeller inside a sealed casing partially filled with liquid (usually water). The centrifugal force creates a liquid ring that compresses the gas. They are known for their durability and are excellent for handling wet, dirty, or corrosive gases.
4. Scroll Vacuum Pumps
Scroll pumps consist of two spiral-shaped scrolls, one fixed and one orbiting. As they move, they trap and compress the gas. These pumps are quiet, oil-free, and perfect for clean applications, though they are typically used for lower-capacity systems.
5. Turbomolecular Vacuum Pumps
Commonly used in high-vacuum or ultra-high vacuum applications, turbomolecular pumps rely on high-speed rotating blades to direct gas molecules out of the system. They are essential in semiconductor manufacturing, scientific research, and thin-film coating.
6. Roots Vacuum Pumps (Booster Pumps)
These pumps are often used in combination with other types to increase vacuum performance. Roots pumps use rotating lobes to move gas and are effective in achieving faster evacuation times in large systems.
Applications of Industrial Vacuum Pumps
Industrial vacuum pumps serve various sectors, including:
- Pharmaceuticals: Used in freeze-drying (lyophilization), vacuum filtration, and distillation processes.
- Food and Beverage: Involved in packaging, dehydration, and preservation using vacuum sealing or freeze drying.
- Semiconductors & Electronics: Critical in creating clean and controlled environments for chip production and circuit board assembly.
- Metallurgy: Applied in vacuum melting, degassing, and sintering of metals and alloys.
- Plastic and Rubber Processing: Employed in degassing of molten polymers and molds.
- Medical Devices: Utilized in vacuum sterilization and precise manufacturing processes.
- Automotive and Aerospace: Support applications like brake systems, fuel system testing, and composite material processing.
Advantages of Industrial Vacuum Pumps
Investing in industrial vacuum technology comes with multiple benefits:
- Improved Process Efficiency: Many manufacturing processes perform better or faster under vacuum, reducing cycle times and energy consumption.
- Enhanced Product Quality: Vacuum environments help prevent contamination, oxidation, and moisture exposure, ensuring higher purity and better product consistency.
- Safety and Reliability: Modern vacuum systems are designed with automated controls, reducing human error and improving workplace safety.
- Cost Savings: Though initial investment can be high, reduced downtime, lower maintenance, and enhanced energy efficiency offer long-term savings.
- Versatility: Vacuum pumps can be adapted to various industrial needs, making them a flexible solution for changing production requirements.
Factors to Consider When Choosing a Vacuum Pump
When selecting a vacuum pump for industrial use, consider the following:
- Vacuum Level Requirements: Determine if your application needs low, medium, or high vacuum levels.
- Gas Composition: Know whether the gases handled are corrosive, wet, or laden with particulates.
- Operating Environment: Consider temperature, humidity, and contamination levels.
- Maintenance Needs: Choose between oil-sealed and dry systems depending on the maintenance schedule you can support.
- Cost vs. Performance: Balance upfront investment with long-term operational costs and efficiency.
Conclusion
Industrial vacuum pumps are an indispensable part of modern manufacturing, supporting everything from food preservation to high-tech electronics. Understanding the types, applications, and benefits of these pumps can help industries make informed choices to enhance performance and productivity. Whether you’re building a new production line or upgrading an existing one, the right vacuum pump can play a critical role in your success.
Click here to see the current vacuum pump price.