What Is a Vacuum Pump?
A vacuum pump is a mechanical device that removes gas molecules from a sealed space to create a vacuum, meaning a space with pressure lower than atmospheric pressure. Vacuum pumps are essential in many scientific, industrial, and commercial processes where controlling air and gas pressure is necessary.
Vacuum pumps operate by drawing air or gas out of a closed chamber, either by compressing and moving the gas (positive displacement), accelerating and redirecting it (momentum transfer), or trapping and condensing it (entrapment). The result is a partial or complete vacuum that enables processes like vacuum drying, filtration, packaging, freeze drying, coating, and semiconductor manufacturing.
Types of Vacuum Pumps
There are several types of vacuum pumps, each designed for specific applications. Here are the most common categories:
Rotary Vane Vacuum Pump
- Oil-sealed or dry versions
- Widely used in labs and industry
- Compact, affordable, and reliable
- Suitable for medium to high vacuum applications
Diaphragm Vacuum Pump
- Oil-free operation
- Ideal for chemical and biological laboratories
- Resistant to corrosion and chemical vapors
- Low maintenance and quiet
Scroll Vacuum Pump
- Clean, dry, and efficient
- Excellent for cleanroom and analytical equipment
- Low vibration and oil-free
Piston Vacuum Pump
- Durable and capable of deeper vacuum levels
- Used in industrial and medical applications
- Can handle high workloads
Turbomolecular Vacuum Pump
- Used in high and ultra-high vacuum systems
- Common in research, semiconductor, and analytical fields
- Requires a backing pump
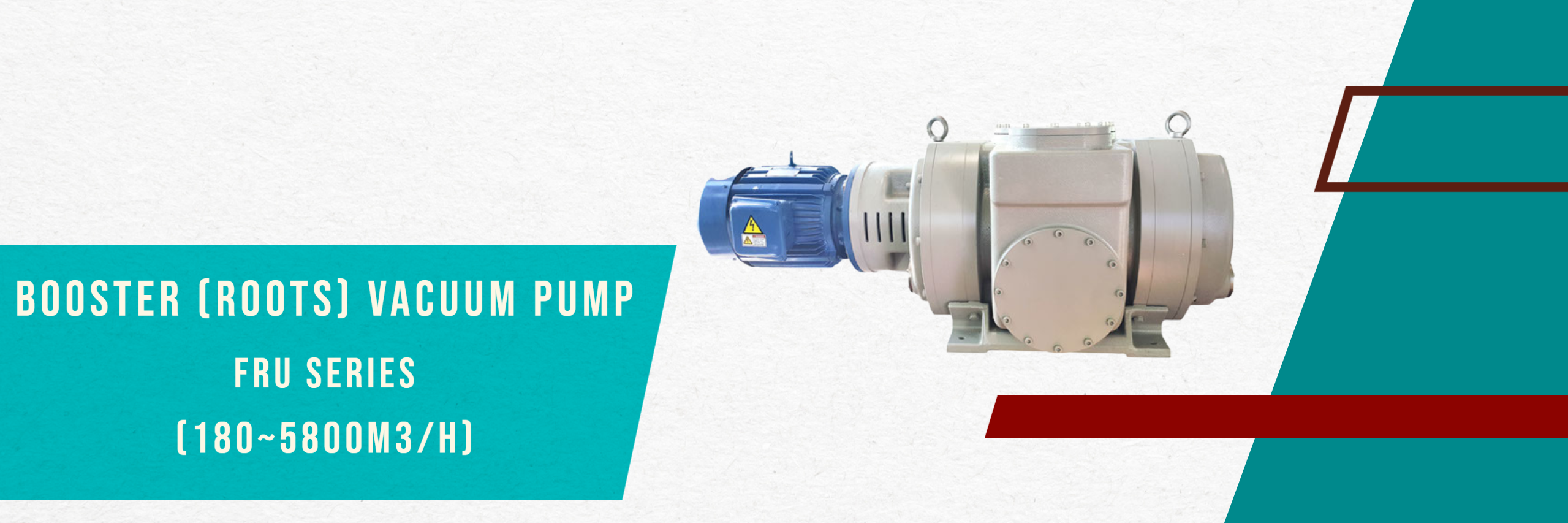
Roots (Blower) Vacuum Pump
- Often used as a booster pump with other types
- High pumping speed
- Used in metallurgy, chemical, and vacuum coating industries
Choosing the Right Vacuum Pump
The best vacuum pump depends on:
- Desired vacuum level (low, medium, high, or ultra-high)
- Type of gas or vapor to remove
- Application (e.g., drying, filtration, distillation, coating)
- Oil-free or oil-sealed preferences
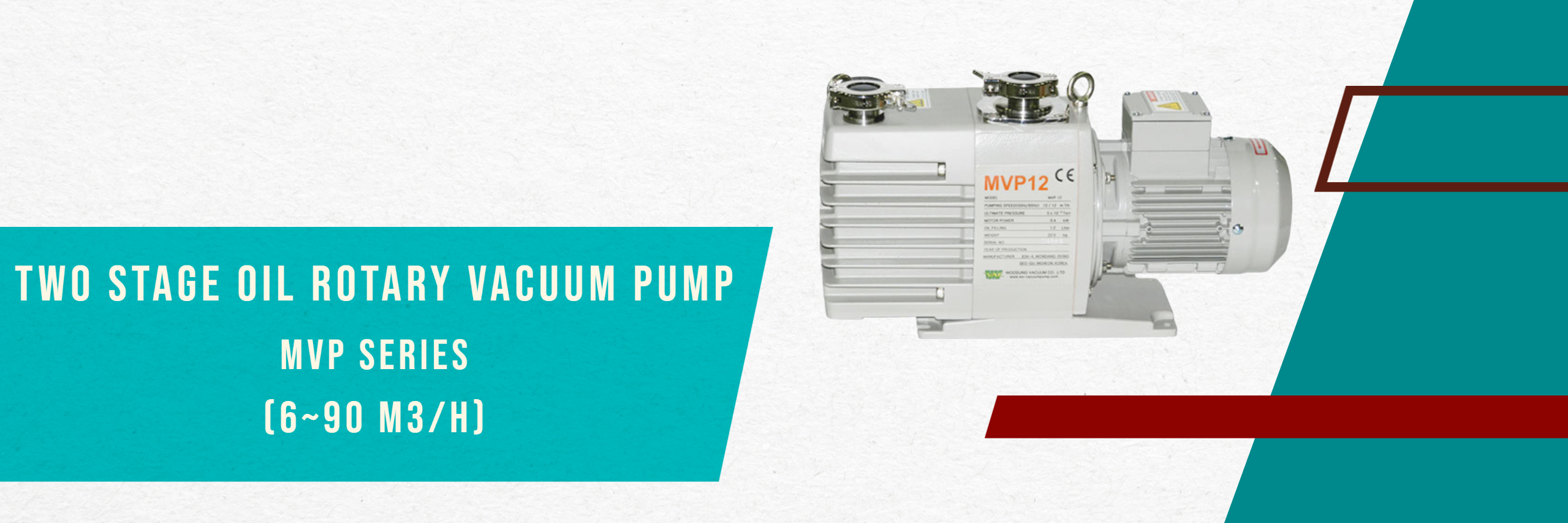
Rotary Vane Vacuum Pump – Reliable, Compact & Powerful
A Rotary Vane Vacuum Pump is a positive displacement pump that is widely recognized for its efficiency, reliability, and versatility in both laboratory and industrial applications. It operates using a simple yet effective mechanism: a rotor with vanes is positioned inside a circular chamber. As the rotor spins, the vanes slide in and out, trapping air or gas and pushing it out through the exhaust. This action continuously removes air from the sealed system, creating a vacuum.
Rotary vane pumps are available in two main configurations:
- Oil-sealed rotary vane pumps, which use oil for sealing, cooling, and lubrication, allowing them to achieve lower pressures (better vacuum).
- Dry-running (oil-free) rotary vane pumps, which operate without oil, offering cleaner performance with less maintenance, ideal for applications where contamination is a concern.
How a Rotary Vane Pump Works
The rotor is mounted eccentrically inside a cylinder. As it turns, the vanes—usually made from carbon or composite material—are pushed outward by centrifugal force or springs, forming small chambers between them. As these chambers move around the pump body:
- The inlet port allows air/gas to enter.
- The volume decreases as the chamber rotates, compressing the gas.
- The compressed gas is expelled through the exhaust port.
This simple and continuous action enables steady vacuum generation with low noise and vibration.
Key Features of Rotary Vane Vacuum Pumps
- Oil-sealed mechanism for deeper vacuum levels
- Compact design – fits easily in labs or industrial setups
- Low noise and vibration during operation
- Continuous-duty performance – designed for long hours of operation
- Affordable and easy to maintain
Applications
Rotary vane pumps are commonly used in:
- Laboratories – vacuum filtration, drying, distillation, freeze drying
- Medical equipment – suction units, sterilizers
- Industrial processes – packaging, leak testing, forming, degassing
- HVAC and refrigeration – refrigerant recovery and evacuation
- Automotive – brake line vacuuming, fuel system testing
Oil-Sealed vs. Dry Rotary Vane Pumps
There are two main types:
- Oil-Sealed Rotary Vane Pumps
- Reach deeper vacuum levels
- Better for continuous use and industrial applications
- Dry Rotary Vane Pumps
- Oil-free, cleaner operation
- Suitable for clean environments like labs and medical use
Why Choose Biolabmarket?
- Wide range of rotary vane pumps in stock
- Expert guidance for choosing the right model
- Competitive prices and fast delivery
- Technical support and after-sales service
Here’s a general price range for different types of vacuum pumps. Keep in mind that prices vary depending on brand, capacity, vacuum level, oil-free/oil-sealed design, and region. These are estimated retail prices for standard models (not industrial-scale custom systems):
Estimated Prices for Vacuum Pumps
| Type of Vacuum Pump | Approximate Price Range (USD) | Notes |
| Rotary Vane Vacuum Pump | $300 – $3,000 | Oil-sealed models for labs/industry |
| Oil-Free Rotary Vane | $600 – $3,500 | Clean applications, more expensive |
| Diaphragm Vacuum Pump | $200 – $1,500 | Ideal for labs; oil-free & chemical resistant |
| Scroll Vacuum Pump | $2,000 – $10,000+ | Oil-free, quiet, for cleanroom or sensitive equipment |
| Piston Vacuum Pump | $500 – $3,000 | Durable, often used in industry or medical settings |
| Turbomolecular Vacuum Pump | $5,000 – $20,000+ | Ultra-high vacuum; used in R&D, semiconductor |
| Roots Blower Vacuum Pump | $1,500 – $10,000+ | Booster pump; used in metallurgy, coating |
| Liquid Ring Vacuum Pump | $2,000 – $15,000 | Used in chemical/petrochemical processes |






")




